



When it comes to manufacturing ERP solutions, the biggest mistake is rarely picking the “wrong” system. It’s overinvesting in a platform that doesn’t match how your business actually works. Manufacturing companies have their own business needs that the ERP system must reflect, but how deep does the customization rabbit hole need to go? In this guide, we explore insights gained from our previous experience in the domain, from discovery to ERP implementation, and go through everything you need to know to pick the best ERP software for your business.
What is manufacturing ERP software?
By definition, a manufacturing ERP system is a centralized platform that helps coordinate business operations: production planning, inventory, supply chain and procurement, sales, accounting and other processes. The idea is to reach a certain level of holistic functioning, where events within one operational domain are visible from the other. This helps reduce manual work and data errors, when streamlining processes, while also yielding enough real-time data for decision-making and reporting.
Practically, ERP in any industry will encompass core business processes – finance, sales, and inventory in some combination. What makes manufacturing ERP systems interesting is that here, the usual focus on viewing items as assets, an ERP for manufacturers will lean more towards production processes, sometimes even overlapping with the MES world. In a way, it is less about just record-keeping, and more about making production predictable, efficient, and scalable.
The difference between generic vs. manufacturing ERP systems
A common reason generic ERPs don’t perform that well in manufacturing is that they are not built to dive deep enough into the production process itself. A generic ERP will typically answer questions like:
– What is in stock? What did we sell? What invoices are there to pay?
Essentially, non-manufacturing ERPs treat products as items whose value is tracked as they move from purchase to sale – while an ERP for manufacturers will have to focus on the value created in the process itself. So the questions become more like:
– What should we produce next? How exactly? Do we have the materials and capacity for that?
This is very apparent as we go down from the high, abstract level into the details and what the industry actually demands. Here are some examples:
- Bills of Materials are more complex. Manufacturers often need multi-level BOMs, with nested components (products, subassemblies, parts), versioning, alternative materials – this kind of logic is optional in generic ERPs, but mostly a must have in a manufacturing setting.
- Material Requirements Planning (MRP) – in manufacturing, you don’t just need to juggle assets across warehouses and accounts, you also need to calculate what materials are needed and when. Plus there’s capacity planning (machines and labor) and shop-floor scheduling. This is way beyond the basic replenishment rules.
- You also need to track what’s happening on the shop floor: work orders, routing, machine function, and, of course, downtimes. This is where manufacturing ERPs will often require integration with MES or IoT devices used in production.
- In manufacturing, cost estimation (and scheduling) is also dependent on routing. Operation sequences, setup times vs run times, etc. – all that impacts the financial side of things, and the ERP will need access to this information.
- Inventory is also more nuanced, and not to be treated as static stock: the distinction between raw materials and WIP (work in progress) is pronounced. Additionally, lot and batch tracking plays a greater role, and there’s also scrap and yield management.
- Costing models present a very different mindset in manufacturing, too. There are cost roll-ups from BOM, and overheads from labor and machines – all needed to really understand margins per product.
- Engineering changes, like version control of BOMs and routings, also need attention, with effective dates and other manufacturing operations details – in manufacturing, this is often basic traceability.
To all this, we can add industry-specific quality management and compliance, and higher importance of demand forecasting (since it’s one thing to just know what to stock on, and another, what to allocate capabilities for). Accordingly, a modern manufacturing ERP is, in most cases, very different from, say, a purely commercial or logistics-oriented one.
Main features of a modern ERP for manufacturing that actually matter
The specifics of the manufacturing industry pull specialized ERPs closer to operations and processes – and this becomes very obvious when looking at the desired features.
What’s curious, though, is that by getting closer to the production processes, manufacturing ERPs tend to either expand into MES and WMS “territory”, or integrate with these systems. Either way, enterprise resource planning needs those data – but the way it gets them differs a lot, hence the diversity of offerings.
The question of what belongs firmly in the ERP core and what can be handled through integrated tools or add-ons has many answers. However, since the system needs to provide a reliable foundation for planning and execution (plus tracking), some key features absolutely need to exist in one form or another.
Here are some of the most high-impact feature packages:
Sales, procurement, production alignment
Connects customer demand and purchasing with planning and scheduling in a single workflow. Typical associated functionalities can include:
- linking sales orders with production
- planning purchase orders triggered by MRP
- supply chain management tools
- demand forecasting inputs
This alignment is meant to reduce delays, excess stock, and risks of miscommunication between teams.
Bill of Materials (BOM) and product structure
Defines what your products are made of and how components relate to each other. We’ve already mentioned multi-level BOMs which require their own feature. To this, we can add versioning and revisions, as well as alternatives / substitutions. In this way, the system acts as a single source of truth for production, purchasing, and costing alike.
Production planning and material requirements
Helps determine what needs to be produced, when, and with which materials. This is where three main functionalities are expected:
- Material Requirements Planning (MRP)
- production scheduling
- tools to align procurement with production plans
The idea is to reduce guesswork and minimize stock discrepancies between production needs and what procurement works on.
Routing and work order management
Defines how products are made and tracks their progress through production. This includes:
- routing
- work order creation and tracking
- task assignment (per work center or team)
This better visibility into production helps identify bottlenecks early on and prevent delays. This is also where manufacturing ERP crosses somewhat with MES.
Inventory management across production stages
Tracks materials as they move through the production lifecycle. In practice, this means:
- tracking raw materials, work-in-progress, and finished goods
- lot and batch management
- tools to monitor material consumption and update stocks during production
Costing and financial monitoring
Calculates the real cost of producing each product. In addition to tracking material, labor, and overhead costs, this bundle of features will typically also offer ways of comparing standard vs. actual costs.
Basic shop floor control (MES-lite)
Even though this is technically MES territory, modern manufacturing ERPs sometimes offer a high-level view of what’s happening in production: work order status updates, labor and time tracking, some basic production reporting, etc. This kind of “MES-lite” is useful for companies that don’t really need a full-scale separate manufacturing execution system or don’t want to invest in one for the time being.
Reporting and operational monitoring
Quite expectedly, an ERP will always have reporting features, no matter what industry it is intended for. Manufacturing ERP software solutions typically rely on dashboards (for production, inventory, costs), and tailored KPI tracking, which can be configured, just like custom reports for different business functions.
Especially for SMEs, the name of the game is not to make use of every possible feature, though – in practice, it’s never about “the more the better” or “we’ll figure out how to profit from this”. Rather, the main concern is to make sure the ERP provides a stable backbone for operations and can extend where it actually adds value. Whether this is done through native features, add-ons or connections is an architectural concern (which we’ll look at in the “How to choose” section).
Benefits of specialized enterprise resource planning
Now, let’s consider what tangible benefits to expect from a well-configured ERP. There are plenty of case studies by now, even though there’s no unified database to pull “canonical” benchmarks from. This is only logical, because the different sizes, sectors and niches of companies are all factors in their own right (discrete manufacturing vs. process, giant enterprise vs. a single factory, etc.)
Here are the most consistent findings, though:
-
Improved production efficiency (~10–30%)
Better planning and coordination mean fewer bottlenecks and less idle time. In practice, this works through more accurate production scheduling, when missing materials don’t cause delays, and ideally, the entire process relies less on manual coordination. The expected results range anywhere between a 10% and 30% increase of efficiency with the same resources.
-
Inventory reduction (~15–25%)
With proper material requirements calculation, there’s less excess stock – thanks to better alignment between production and supply chain, and less need for safety stock. As a result, capital is not tied up in inventory as much.
-
Shorter production lead times (~10–20%)
More predictable planning and real-time visibility speed up production cycles. Operationally, this is reached through faster response to changes in demand and reduced waiting time between separate operations.
-
Higher data accuracy & fewer errors (~20–50%)
Manufacturing enterprise resource planning systems are excellent at cleaning and arranging company data: eliminating duplicate entries, reducing manual input, avoiding inconsistencies, and so on. With fewer spreadsheet-based processes, mistakes and reworkings become less frequent, too.
-
Better cost control and margin visibility
We mentioned more accurate costing as one of the main features of ERP tailored specifically for manufacturers; the result is that the company gets comparisons of planned vs. actual costs, which, in turn, increases the visibility into margin by product or order for more informed pricing decisions.
-
Improved traceability and compliance
With automated batch and lot tracking, production history and audit trails (and sometimes root cause analysis), compliance risks dwindle. This is where quality management and transparency feeds directly into satisfying regulatory requirements.
-
Other benefits
Beyond measurable improvements, adopters among manufacturing businesses often report:
• Better cross-department collaboration
• Increased planning confidence
• Reduced dependency on key individuals
• Improved scalability to accompany business growth
Importantly, none of these outcomes (not even cleaner data) are fully automatic in the sense that they appear by themselves once you get any ERP. They depend on several factors, like (a) how well the ERP workflows are aligned with the actual ones, (b) how well the system is implemented and configured, and, underratedly, (c) user adoption within the organization. In other words, it’s the fit, not the system per se that matters most.
How to choose the right ERP strategy (for manufacturing SMEs)
Since the actual benefits you get from ERP are moderated by how well it suits you, it’s natural to look for the perfect fit – that’s where numerous “best” and “top” listings come in handy. And there’s one in this article, too, but first there’s an even bigger factor to consider –
At the top level, it’s not as much about choosing an ERP brand as the general approach. In reality, manufacturers have four main strategies to choose from:
- Standard ERP – Minimal customization; you roll out the system, have it configured the way you want, and maybe opt for some MES functionalities to supplement it.
- Standard ERP + integrations – Again, an off-the-shelf ERP, but this time combined with connections to MES, WMS, or other tools in your infrastructure.
- ERP with selective customizations – Core ERP is standard, but you also have some custom modules or add-ons developed specifically for your organization.
- Custom / hybrid ERP – Significant tailoring or a mix of standard and custom solutions for complex, nonstandard operations.
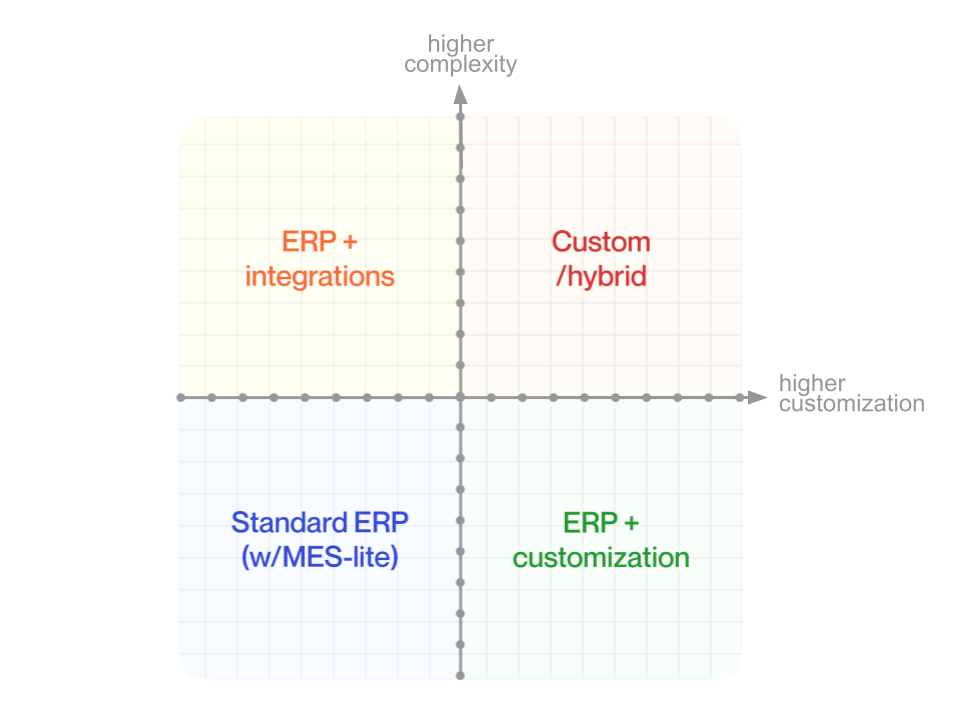
Strategically, choosing any of these approaches involves a sort of trade-off between complexity (how many manufacturing operations, systems, and connections the ERP must handle) and customization (how much the ERP must be adapted to unique processes).
Which means we can imagine the possible business needs combinations on a coordinate plane:
- X-axis: customization needs (low → high)
- Y-axis: operational complexity (low → high)
Based on our experience with ERP and ERP-adjacent projects in manufacturing, the typical choices of strategy made by companies with different combinations of uniqueness and complexity tend to map onto the four main kinds of strategy above.
Which can be used as a great tool for initial assessment of the most likely beneficial ERP strategy. To illustrate the principle, we can consider several factors that we typically discuss during project discovery phases.
Each answer will nudge the position of the organization in question along the X or Y axis in the positive or negative direction. The final position (or rather, the space around it on the graph) will reflect the horizon of potentially feasible ERP strategies for this particular case.
- To begin with, production routine is a factor for the X axis. Are your manufacturing operations largely standardized, or does the company frequently produce custom/variant-rich orders?
- Next, integration requirements. How many systems will need to connect with the ERP? Just the MES? WMS? eCommerce tools? Procurement, accounting? The threshold is typically at 3 systems to integrate, fewer than that are fairly easy to handle, while after three, complexity rises (and so does your position on the Y axis).
- Data and reporting is another aspect to look at. Do you need near-real time production visibility? Cross-department deporting? Moderate or periodic reporting reduces complexity (minus points along the Y axis).
- An extremely important factor for even after the rollout: do you have staff capable of configuring and managing the ERP? Many organizations think of having an in-house “ERP champion” whose responsibility is exactly that: making sure the system is up and running. In reality, this person will configure some things themselves and report the needs from the various departments to the IT team (in-house or external). At any rate, strong internal capability reduces the need for customization, while limited expertise may mean more benefits from vendor guidance (which is essentially higher customization).
- Next, how fast is the company expanding – opening new sites, planning new product lines, etc.? Expanding operations generally add points along both axes, moving the approach more into the custom/hybrid area.
- Finally, any software imposes some standardization on the business processes – the question is, how well the imposed way of “doing things” corresponds to the idiosyncratic processes across the organization – or how much better the “standard best practices” really are. The more willing the employees (and the management) are to accept standardized routines, the less customization is needed. The more know-hows need to be preserved, the more you slide along the X axis on the graph.
The final “perfect approach” is usually somewhere within the 4-point radius from the point the organization profile lands on. In real, more rigorous assessments, there are more factors at play, though. You can access a somewhat simplified but conceptually full version of this assessment drill below.
Regardless of quadrant, most SMEs benefit from guidance from an experienced vendor: workflow configuration, other software systems, or user training are often best done with such assistance, ensuring the ERP yields its ROI without unnecessary cost.
Top 7 popular manufacturing ERP systems
The manufacturing ERP software market is, by now, a well-developed one. There are around a hundred universally known and available products, not counting open-source and niche ones. At the top of this hierarchy, there are about 10-15 global leaders, while listings will typically include around 15-20 products, with some overlap, so even the tip of that iceberg is a club of some 40 ERP platforms.
Naturally, there is no single “best” system – and it makes little sense to try and range them all in order, since metrics like number of users or positive reviews are not very relevant: we’re talking about precise software-to-organization fit here.
But for illustrative purposes, here are the top seven very diverse products that seem to be more versatile for organizations of different types:
SAP S/4HANA
No list like this would be complete without SAP – it’s one of the most comprehensive platforms out there. SAP is extremely robust and scalable, offers advanced planning and scheduling, analytics, and strong global compliance. Overall, it is obviously positioned for large enterprises (or soon-to-be large ones) with sprawling business processes and big budgets. For SMEs it’s usually overkill, but it sets the standards for the entire software type.
Oracle NetSuite
This is a cloud-based ERP system (cloud-native, in fact) with strong financials and good manufacturing support. As a cloud ERP, it’s expectedly relatively quick to deploy and has impressive connectivity. Compared to SAP, it’s more suited for SMEs and mid-sized companies that want a scalable all-in-one system – even though manufacturing depth may require add-ons or customization work.
Microsoft Dynamics 365 Business Central
A very widely adopted system, seamlessly connecting with other Microsoft tools (Power BI, etc.) – flexible and extensible enough, and with a considerable partner ecosystem. In general, this is the go-to variant for SMEs that want a familiar environment and are already using Microsoft products elsewhere. It’s also quite versatile when combined with partner solutions and proper configuration.
Infor CloudSuite Industrial (SyteLine)
Infor is a manufacturing-focused ERP that fits both discrete and process manufacturing settings. The developers provided quite deep industry-specific functionalities, with strong production scheduling. Valuably, their built-in manufacturing logic allows user companies to save on customization in many cases. A bit heavy for small teams, but it’s an excellent bridge for those whose production needs are complex but who still don’t want to plunge into the world of multiple interconnected tools.
Epicor Kinetic
Epicor has a very strong focus on shop-floor and production processes right out of the box. Their MES-lite part is perhaps one of the best out there, and they allow for industry-specific configurations. Accordingly, this is a well-balanced option for manufacturers who want their ERP to be production-first and have little wish to build additional modules from scratch: it’s all about configuring it right.
Odoo
This is a modular open-source ERP with a wide range of business applications, including manufacturing. This presents a lower entry cost, which is good news for SMEs with simpler processes that want an affordable but scalable solution. The tradeoff is, of course, that strong technical guidance and customization is almost always needed for manufacturing-heavy use cases.
MRPeasy
Finally, MRPeasy is a lightweight but powerful, cloud-based ERP designed specially for small manufacturing businesses. The emphasis here is on fast deployment, simplicity, and ease of use. Essentially, with its focus on core manufacturing needs like MRP and inventory, it’s intended as a transitional stage between spreadsheets and heavier, more comprehensive systems.
Custom ERP software for manufacturers
Finally, there’s the option of going full-on individual mode. Custom ERP solutions are often perceived as expensive, complex, and risky – sometimes this is justified, but in other cases, it’s a stereotype.
For a large number of SMEs, getting an existing ERP and having a software team configure or customize it is more than enough. However, there are situations where small but nimble businesses choose fully custom solutions right away. P
Paradox? Not really. The math checks out, because as a rule of thumb, for each dollar/euro spent on first-year ERP licenses, the user company will also spend 2-3 dollars/euros on implementation and deployment. In other words, implementation work takes up some 70% of total ERP expenses during the first year of adoption.
- For example, if we take a mid-market ERP like Microsoft Dynamics, Epicor, or Infor, the implementation cost will amount to somewhere between €40,000 – €150,000 over 3-9 months. The typical time to value will be 1-2 years in this scenario.
- With lightweight systems, implementation will be somewhere between €5,000 – €40,000, rollout is faster (2-3 months), and ROI is to be expected within the first year. The second year, though, will bring more needs as people get comfortable with the system and the true process complexity starts to pop up under the UX surface.
- Now, with custom or hybrid approaches, implementation will cost anywhere between €30,000 – €200,000 (systems are different). With a modular approach to development, implementation timeline is 3-12 months on average, with ROI horizon at roughly 2 years. These are comparable numbers, especially in the below-median part of the range – and you’re building exactly what you will need.
There’s also the question of how exactly the system pays off – usually, ROI is generated through reduced inventory, improved efficiency and fewer errors. When the manufacturing processes are unique and complex, even moderate improvements like 15% reduction in inventory will recover the implementation costs faster. This is why, especially for systems that have an intentionally “skewed” focus compared to “classical” software solutions in the ERP category, we still get projects where the client requests us to build solutions from scratch.
ERP solution implementation process
So what does the implementation process look like? Surprisingly, on a conceptual level, the sequence of stages to go through is the same regardless of which general approach you choose. It’s the duration and inner scope of each stage that changes.
For SMEs and mid-sized manufacturing companies, total implementation timelines will range from:
| Lightweight ERP | 1-2 months |
| Mid-market ERP | 3-9 months |
| Highly customized solutions | 6-18 months |
These timelines go through several phases:
#1 Discovery & process mapping
This is where the project is defined: current workflows are mapped, bottlenecks are identified, etc. Based on that, it is possible to define what must be preserved vs. standardized, and the main deliverable is a clear set of prioritized requirements. The discovery stage usually lasts from 1 week to 1 month, depending on the approach (faster with standard solutions and simpler business processes).
#2 Solution design
This is where the system architecture takes shape and data flows are defined. At this point, you can already get the scope for customization and a practical implementation blueprint. The stage lasts about 2-6 weeks (shorter when it’s just configuration decisions, longer when it’s full architecture design).
#3 Configuration, integration, development
The longest and also most variable phase, where ERP modules are configured, connections are set up, and custom functionalities are developed (if any). For standard ERP, it’s about 4-8 weeks, while custom development will take up to 20+ weeks. At the end, there’s an entirely functional system (no data yet).
#4 Data migration and validation
This is when the new system is populated with data. The existing data is prepared, cleaned, structured, you import products, inventory, suppliers, and validate consistency. This takes about 2-6 weeks on average.
#5 Testing and user training
Several more weeks are for testing on real production scenarios, fixing issues and training the staff. This stage is not to overlook, since the overall success of the solution largely hinges on the small details that are captured right here.
#6 Go-live and stabilization
At this point, the new ERP is introduced into real daily operations. If there are legacy systems in place, this is where the switch happens for most users in the company. These first 2-8 weeks are usually defined as a separate phase because at this point, the need for user support is higher (something called the hypercare period by support teams and stabilization period by developers).
#7 Continuous improvement
This is just another name for ongoing post-launch optimization, refining workflows, etc. – the normal improvements to be expected over the entire system use time.
Conclusions
Choosing a manufacturing ERP system is less about finding the “best” product and more about identifying the right balance between complexity, customization, and cost. A useful starting point is to map your organization against its complexity and customization needs.
Such an assessment can help narrow down the field and avoid unnecessary investment. For many SMEs, the answer lies somewhere in between – combining a standard ERP foundation with integrated software solutions or selective customization where it creates real value.
If you’d like to validate your thinking or get an outside perspective before committing to a specific path, it can be helpful to discuss your approach with someone who has worked across different ERP setups. Even a short conversation can often clarify which direction makes the most sense





